IoTの進化により、物流現場でもこれまで以上にデータを扱う機会が増えていると思います。物流現場をデータで押さえることは、勘や経験則にだけにとらわれずに客観的かつ論理的に物事を考える上で非常に大切なことです。
そうはいっても、データ分析をやみくもに行えば良いというものではなく、分析の目的を意識して切り口を構造化するには、それなりの訓練と経験が必要になります。一方で、データ分析を始めたばかりの方でも、バラツキの把握だけであれば簡単にできます。更にバラツキを抑えることで生産性は向上します。今回は、バラツキの把握と生産性の向上へのアプローチ方法を紹介します。
物流における主要なバラツキは2つ
物流でいうバラツキの対象は、大きく2つです。一つ目は「物量バラツキ」です。これは、入荷や出荷の物量の波動により生じるバラツキで、一般的に物流事業者からコントールすることは難しいといわれています。2つ目は「生産性バラツキ」です。処理した物量を投入した人時で割った人時生産性のバラツキになります。物量のコントロールは難しいとしても、投入する人的リソースは自社でコントロールできるため、生産性自体はコントロールすることが可能であるといえます。
標準偏差はバラツキの大きさを表す
この生産性のバラツキに着目し、その抑制を図ることは生産性の改善へ直結します。バラツキを語る上では、少しばかり数学の復習が必要です。高校や大学の数学で行った「標準偏差」を覚えていますでしょうか?「こんなもの何に使うのか?」と当時は疑問に思った人も多いと思います。しかし、物流の世界で生産性の向上を考える上で「標準偏差」を抜きに語ることは出来ないといっても過言ではありません。
標準偏差(標準偏差はσで表現します)とは何でしょうか?ひと言でいえば、バラツキの大きさを数字で表したものです。標準偏差を使うと生産性のバラツキが大きいのか小さいのかが分かります。
本来は理屈から理解すべきですが、数学が苦手な方は理屈を理解するよりも具体例で「そういうものだ」と覚えてしまう方が良いでしょう。生産性の標準偏差は、EXCELの関数である「STDEV.P」を使い、日々の生産性数値を選択することで簡単に算出できます。最低でも1カ月間の実績を使うことを推奨します。
例えば、ピッキングの月間の生産性の平均値が100行/時、標準偏差が25行/時であった場合、日別の生産性の実績が75~125行/時に収まる確率は68.2%といえます。深く考えずに自然界の事象はそういうものだとご自身に言い聞かせてください。この75~125行は、平均±標準偏差σの値です。つまり、平均±σは約68%として覚えればOKです。
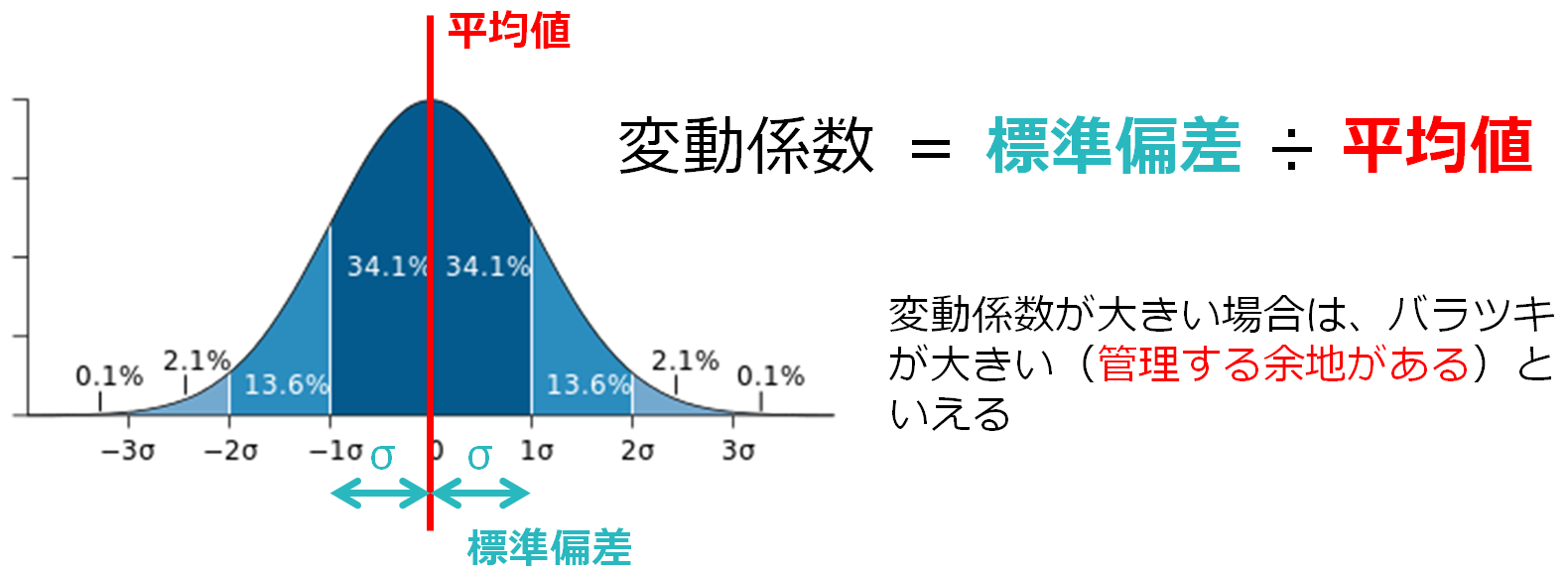
標準偏差50の場合は、平均±σは50~150行/時となり、68%に収まる値の幅が広がります。標準偏差25の時は75~125行/時であったことから、バラツキが大きいといえます。仮に1カ月全ての生産性が平均値の100行/時であった場合、標準偏差はゼロとなります。つまり標準偏差は日々の生産性が平均値からどれだけ離れているのかといった、大きさを表す数値といえます。(図表1 標準偏差と変動係数)
複数の生産性のバラツキは変動係数で比較する
複数の生産性数値がある場合は、投入人時が多く、かつバラツキが大きい生産性が改善の対象となります。実は、標準偏差だけでは異なる生産性のバラツキの大小を判断することは困難です。例えば、小物ピックが平均100行/時で標準偏差20、大物ピックが平均30行/時で標準偏差15の場合、小物ピックと大物ピックの生産性バラツキはどちらの方が大きいのでしょうか?
これを判断するために「変動係数」という便利な指標があります。(残念ながら物流では意外と知られていません)変動係数は「標準偏差÷平均値」で表現することができ、平均値に対する標準偏差の大小を判断することができます。
この「変動係数」を使って考えたいと思います。小物ピックの変動係数は0.2、大物ピックの変動係数は0.5となり、大物ピックの方が生産性のバラツキが大きく、仮に小物ピックと大物ピックの投入人時が同じであれば、大物ピックから改善すべきであると判断できます。
図表1 標準偏差と変動係数
まとめ
生産性を向上するためには、生産性のバラツキ(標準偏差)を抑えて平均値を上げるための活動が必要になります。そのためには、日々の物量に応じた適切な人的リソース(人時)を投入することが不可欠です。この判断を行うためには、勘と経験によるものではなく、現場で基準となる生産性の数値を持つことが重要です。もし、基準となる生産性をお持ちでない場合は、ろじたんで簡単に取得することも可能です。
日々のバラツキ抑制を意識したコントロールを行うだけで、結果として生産性が向上します。みなさんの現場でも、まずは生産性のバラツキ状況をチェックして、その抑制を実践みてはいかがでしょうか。